
激光打标机软件简介和激光打标工艺参数介绍
激光打标软件很多,例如:武汉楚天激光打标控制软件——ctmark;武汉金运激光打标控制软件;北京金橙子激光打标控制软件——EzCad;台湾興誠科技股份有限公司——MarkingMate;大族激光打标控制软件等等。 激光打标软件不管控制界面如何变化,基本的控制参数都是一样的。因为,不同的软件算法会有所差别,所以相同的控制菜单填入一样的参数时,终效果会有一点差别。 什么是激光打标工艺?所谓工艺就是工作的艺术,就是要加工出的产品又快又好。 要使激光打标机加工出来的产品又快又好,就要对激…
激光打标卡软件各种延时参数的意义和设置方法
一、首先分析一下,激光打标机工作时,对于单个打标图形 振镜和激光器是怎样工作的: 激光打标为什么要设置这么多延时?这是因为激光器的出光速度和振镜电机的摆动速度是不一致的,激光器出光速度一般较快,而振镜电机是机械式的相对激光器较慢。我们要想打标效果好,起笔不出现起笔重或者缺口,就必然要设置这些延时参数。也是就说,激光打标机工作时,首先要等振镜控制光的摆动振镜走到打标的起始点后,然后再出光。这时起笔就是比较好的。单个图形,打标结束时,也是振镜走完后的图形,等图形封口了再关光。 二、…
激光打标机打标软件ezcad驱动安装步骤及教程说明
一、EzCad2.7.6国际版软件流畅运行所需计算机硬件环境: 1.1、计算机配置的低要求: CPU主频900MHz 内存256M 显存64M 硬盘20G 系统要求:件完全支持Unicode,所以基本上能支持所有国家的语言。EzCad2.7.6国际版软件可以运行在Microsoft Windows XP、VISTA和Win7操作系统上。本手册之后的全部说明均默认为Microsoft Windows XP操作系统。 1.2、软件安装方式: EzCad2.7.6国际版软件安装非常简单,用户只需要把安…
激光打标机软件ezcad九点快速校正振镜教程及其使用说明
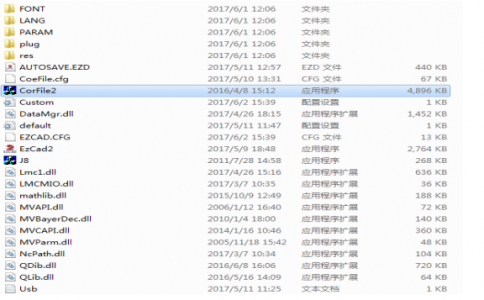
一、找到校正程序 打开EzCad2文件目录,双击“Corfile2”进入九点校正软件 二、校正参数设置 点击“F1设置激光器参数”,设置好激光器类型和标刻参数(一般情况下标刻参数默认即可)。一般情况下光纤激光器类均选用IPG,SPI单独勾选。点击“OK”返回上级界面。 三、校正操作方法 在工作台铺好黑相纸,务必使相纸平整。然后点击“F3标刻9点测试矩形”,会标刻出以下图形。 每次标刻完后会出现以下对话框,若尺寸合适则进行后续步骤。如果标刻出的校正图形尺寸不合适,则点击“Cancel”返回上级菜单…
激光打标机软件ezcad跟驱动安装教程及常见问题修复
一、EzCad2.7.6国际版软件流畅运行所需计算机硬件环境: 1.1、计算机配置的低要求: CPU主频900MHz 内存256M 显存64M 硬盘20G 系统要求:件完全支持Unicode,所以基本上能支持所有国家的语言。EzCad2.7.6国际版软件可以运行在Microsoft Windows XP、VISTA和Win7操作系统上。本手册之后的全部说明均默认为Microsoft Windows XP操作系统。 1.2、软件安装方式: EzCad2.7.6国际版软件安装非常简单,用户只需要把安…

看激光打标机在化妆品行业的所作所为!
俗语说女为悦己者容,爱美丽之心人皆有之,护肤品及护肤产品已变成女性的代名词了,进而也刺激性了化妆品行业的迅猛发展,可是化妆品行业的迅速发展趋势的另外也面临不容乐观的难题—假冒伪劣商品的肆意横行。以便提高质量和知名品牌知名度,护肤品公司越来越愈来愈重视护肤品的产品包装设计和商品的防伪标识防串货个人行为。 顾客在购买护肤品时,先会根据商品的外包装盒的信息内容来获得货品的生产日期,成份,商品来源地、有效期这些信息内容,可是油墨喷码往非常容易出現““易清除、易掉下来”难题;以便牟取大量盈利,…
激光打标机软件ezcad中菜单下的分割标刻2功能介绍及其操作设置
“分割标刻 2”模块可以用来做大幅面拼接,可以选择只使用一个扩 展轴做 X向拼接或旋转拼接,也可以选择两个扩展轴做 XY 双向拼接。其 功能菜单如图 8-32 所示: 其操作对话框如图 8-33 所示 “运动步长” 相对于平台运动来说指的是当用户每一次按键盘移动 扩展轴时要移动的距离,相对于转轴运动来说指的是运动的圆周距离。按 Pageup 键可以增加运动步长,按 Pagedown 键可以减小运动步长。 当扩展轴为 X 轴时,按键盘 CTRL+Left 键一次或点击可以使扩展轴 X 向左移动一个…
激光打标机软件ezcad中菜单下的标尺功能介绍及其操作设置
“标尺”功能主要是用来标刻各类刻度尺,使用时打开 EZcad2.1软件的“激光”菜单中“标尺”选项,如下图 8-22 所示: 打开“标尺”选项后软件会弹出如下图 8-23 所示对话框: 文件控制栏: 新建文件:删除所有操作, 重新开始。打开文件:打开电脑硬盘上已有的标刻文件,文件格式为.ruler。保存文件:将现有生成文件保存到硬盘上。 另存为:目前的文件设置保存为另 一文件。 输出到工作空间:将目前的文件设置转移到 EZCAD.EXE 主界面上作为普通标刻文件。 标刻文件 生成控制:增加:创建…
激光打标机软件ezcad中菜单下的键盘功能介绍及其操作设置
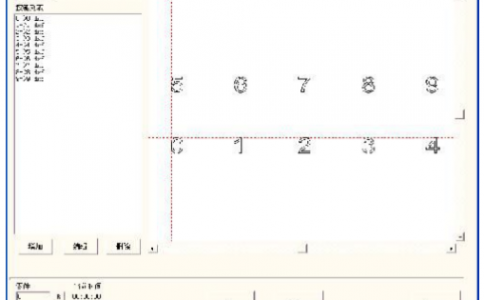
键盘模块是专为键盘打标开发的专用模块。键盘模块的对话框如下图所示。 键盘模块使用步骤: 1.假设用户需要加工一种键盘,键盘上一共有 10 个 按键,分别为 0,1,2,3,4,5,6,7,8,9。则用户必须为每个按键做一个 dxf 格式的图 形文件。按键 0 对应的图形文件取名为 0.dxf 按键 1 对应的图形文件取名为 1.dxf 按键2 对应的图形文件取名为 2.dxf 按键 3对应的图形文件取名为 3.dxf 按键 4 对应的图形文件取名为 4.dxf按键 5 对应的图形文件取名为 5.…
激光打标机软件ezcad中菜单下的工位加工模块功能介绍及其操作设置
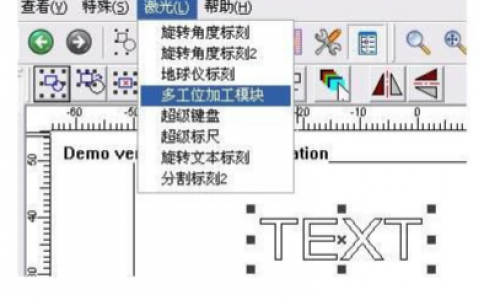
激光打标机中软件ezcad中的“多工位加工模块”主要用于在固定的物体上将同一内容标刻在不同 的位 置,根据要标刻位置的不同而设定不同的坐标,以实现在各个工位上 的打标动作; 当然,此功能也可用于其他方面。在 激光打标机软件EzCad2 软件中绘制出要标刻内容并将图形放置到原点位置,点击菜 单栏上 的“激光”按钮,选择下拉菜单中的“多工位加工模块”,如下图8-13: “多工位加工模块”对话框如下图 8-14 所示: 点击“选择工位模式”按钮,弹出如下图 8-15 所示对话框,增加或者 修改“工位参…
激光打标机软件ezcad中菜单下的地球仪标刻功能介绍及其操作设置
地球仪标刻主要是针对打标地球仪而设定,点击地球仪标刻刻后会出 现如下图 8-7 所示: 文件控制栏:载入刻度文件:载入电脑已有的地球仪标刻文件,文件格式为.globe 。保存刻度文件:将已经做好的刻度文件保存。 另存为:将文件重新保存为另一个文件。 增加:创建一个需要标刻内容。 删除:选择单个标刻内容删除。 箭头:改变单个标刻内容在标刻过程中的顺序。 标刻:将所建立的标刻文件进行打标。参数:当前设备的参数。直接按键盘 F3 键即可执行此命令。退出:退出地球仪标刻。零件:表示当前被加工完的零件总数…
激光打标机软件ezcad中菜单下的旋转角度标刻2功能介绍及其操作设置
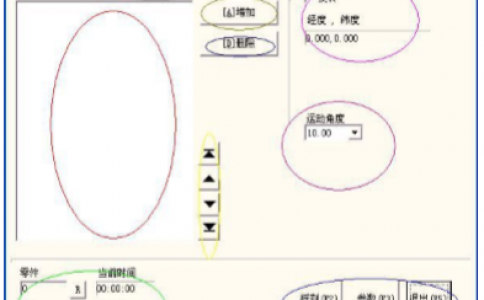
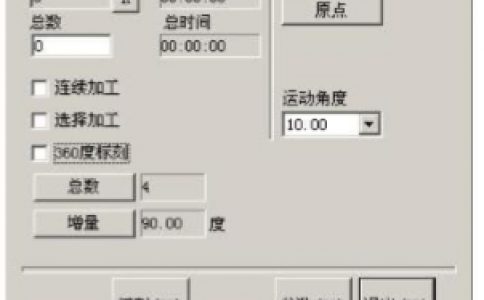
在“旋转角度标刻 2”中增加了“360 度标刻”选项,其它参数调节与 “旋 转角度标刻”相同。如图 8-6 所示 若勾选“360 度标刻”:“360 度标刻”选项:将标刻内容正好均匀分布于工件一周; “总数”按钮: 设定标刻内容绕工件一周的数量,即工件一周将标刻多少个此内容。不勾选“360 度标刻”时,会在“总数”按钮下出现“增量”按钮, 其中:“总数”:表示将要标刻的内容数量; “增量”:表示每标刻一个内容,电机 旋转多少度,即内容之间相差的角度。 应用实 例:1. 在“工作空间”上绘制标刻内…
激光打标机软件ezcad中菜单下的旋转角度标刻功能介绍及其操作设置
激光打标机软件ezcad“激光”菜单下主要是针对扩展轴的控制,主要包括以下几个功能模块, 如下图 8-1 所示: 8.1 旋转角度标刻 激光打标机EzCad2 软件的 plug 目录下的 AngleRotate.plg 文件是旋转角度标刻 模块文件。 当 EzCad2 启动时会自动查找 plug 目录下此文件,找到此文件 后在系统的“激 光”菜单栏会生成“旋转角度标刻”菜单,如图 8-2 所示。 “旋转角度标刻”是按照 Z 轴的角度进行旋转…

激光打标机软件ezcad中菜单下的特殊功能介绍及其操作设置
在“工作空间”内做好图形后,点击“特殊”菜单,会出现 “Change text” 和“IPG Setting”功能项。 7.1 CHANGE TEXT Change text 即替换文本,点击后出现 Change Text 界面,如图 7-1 所示。 其中 text 下面的内容是要被替换的文本,而 change to 下面的内容是替 换后 的内容。图 7-2b 就是图 7-2a 按图 7-1 操作后的显示 如图所示,文本“12”被替换,而包含 12 两个字符的文本没有被替换。 7.2 IPG S…
激光打标机软件ezcad中查看菜单下的功能介绍及其操作设置
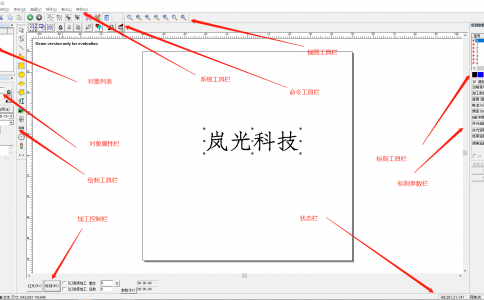
查看菜单用来设置在 EzCad2 软件中视图的各种选项,如图 6-1 所示。 6.1 观察 观察菜单对应的工具栏为,分别对应 七种不同的模式。 将您指定的区域充满整个视图区域以供观察,您需要使用鼠标选 择放大的矩形区域,如果直接按鼠标右键则以当前鼠标位置为中心缩小一 倍当前视图,如果直接按鼠标左键则以当前鼠标位置为中心放大一倍当前 视图。 使用鼠标平行移动当前视图。 放大当前视图。 缩小当前视图。 当前工作空间内的所有对象充满整个视图区域以供观察。 当前选中的对象充满整个视图区域以供观察。 当前…
