

激光打标机软件ezcad中菜单下的标尺功能介绍及其操作设置
“标尺”功能主要是用来标刻各类刻度尺,使用时打开 EZcad2.1软件的“激光”菜单中“标尺”选项,如下图 8-22 所示:
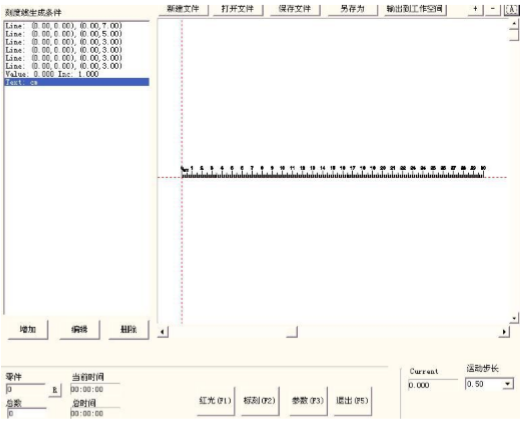
打开“标尺”选项后软件会弹出如下图 8-23 所示对话框:
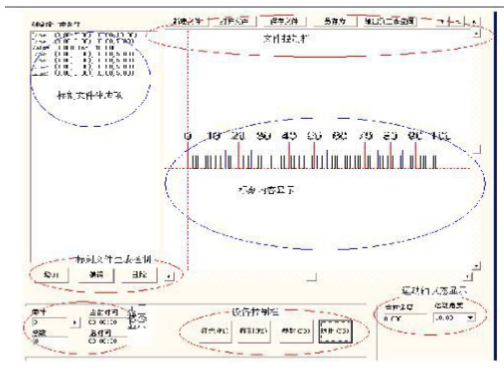
文件控制栏: 新建文件:删除所有操作, 重新开始。
打开文件:打开电脑硬盘上已有的标刻文件,文件格式为.ruler。
保存文件:将现有生成文件保存到硬盘上。 另存为:目前的文件设置保存为另 一文件。 输出到工作空间:将目前的文件设置转移到 EZCAD.EXE 主界面上作为普通标刻文件。 标刻文件 生成控制:
增加:创建一个需要标刻内容,正常情况下一个标尺需要创建几个标 刻内容。
编辑:在已创建的标刻内容需要修改时,选择需要修改项进行编辑。 删除:选 择单个标刻内容删除。 点击“增加”按钮可以编写我们需要的刻度尺,如下图 8-24 所示
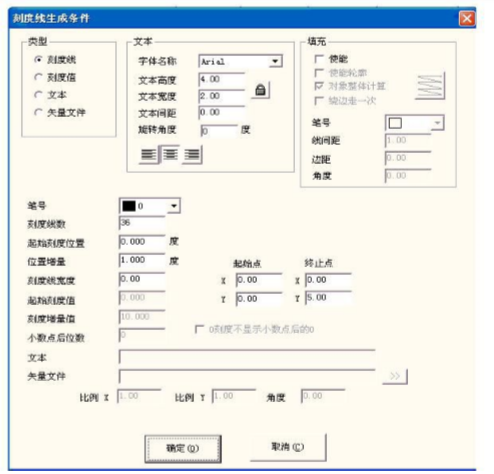
其中参数意义: 类型栏
刻度线:表示当前设定的参数为刻度线的参数值。 刻度 值:表示当前设定的参数为刻度值的参数值。 文本:表 示当前设定的参数为标刻文本的参数值。
矢量文件:表示当前设定的参数为导入的矢量文件的参数值。 文本 栏:表示设定文本的各种参数。
旋转角度:指的是文本放置到图 8-23 时逆时针旋转的角度。
填充栏:设定文本的各种填充操作。 笔号: 加工该设定所选用的笔号参数。
刻度线数:表示要加工此种刻度线的总线数。
起始位置:表示第一个刻度线的起始标刻位置。若为旋转标刻则其单 位为 度,若为平面标刻则其单位为毫米。
位置增量:表示相邻两个刻度线的间距,若为旋转标刻则其单位为度,若为平面标刻则其单位为毫米。
刻度线宽度:表示当前设定的刻度线的宽度。 起始点:表示 当前设定的刻度线的起始点坐标。 终止点:表示当前设定的 刻度线的终止点坐标。 起始刻度值:表示当前设定的刻度线 的起始刻度值。 刻度值增量:表示当前设定的刻度线的刻度 值增量。
小数点后位数:表示当前设定的刻度值的小数点的有效位数。例如:
当设置小数点后位数为 2 时![]() ,图 8-23 中的刻度值显示为
,图 8-23 中的刻度值显示为 0 刻度
0 刻度
不显示小数点后的 0:勾选表示 0 刻度值不显示小数点后边的 0。文本:显示在标尺上的文本信息。选择“文本”类型时,会看到![]() 可以在白色框内直接编写要标刻的文本内容。 矢量文件:显示在标尺上的矢量文件 信息。选择“矢量文件”类型时,会看到
可以在白色框内直接编写要标刻的文本内容。 矢量文件:显示在标尺上的矢量文件 信息。选择“矢量文件”类型时,会看到![]() 点击
点击![]() ,出现
,出现
选择好矢量文件后,点击![]() 即可。
即可。
比例 X:导入时矢量文件的横向比例。 比例 Y:导入时矢量文件的纵向比例。 角度:导 入时矢量文件旋转的角度。
图 8-23 中,左下方可设置需要加工的总次数,同时,当前加工数目、加工时间等信息也显示在该处。 相 关的电机参数设置:首先点击“参数”按钮设置电机的参数,如下图 8-25 所示
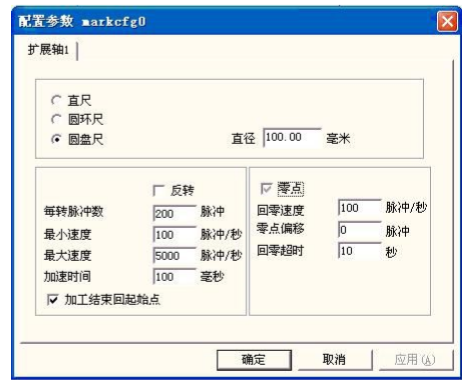
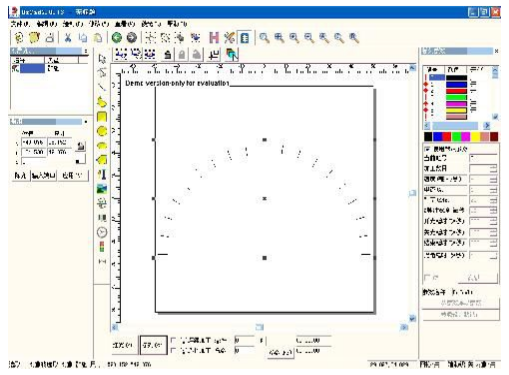
直尺∕圆环尺∕圆盘尺:表示当前加工的标尺的类型,勾选后有效。 圆盘尺的 部分图形如下图 8-26
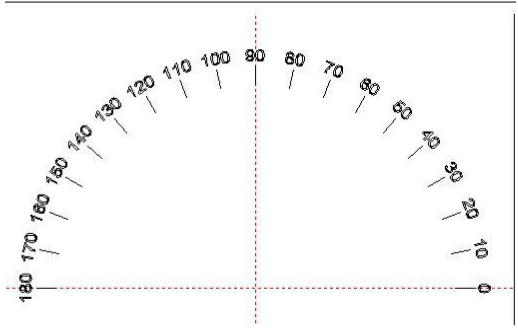
直径:“圆环尺”或“圆盘尺”工件的实际直径大小。
反转:当电机的运转方向与实际标刻方向相反时反转电机运转方向。 每转脉冲 数:电机旋转一圈需要的脉冲个数。计算公式为:
X=(360/N)* n
式中
X 表示每转脉冲数;
N 表示我们使用的电机的步距角; n 表 示的是驱动器设定的细分数;
如:若电机步距角为 1.8 度,驱动器的细分数为 16 细分,那么这一电 机的 每转脉冲数为 3200。
小速度:电机运动过程中的小运行速度。 大 速度:电机运动过程中的大运行速度。
加速时间:电机运行中由小速度运动到大速度所需时间。 加工结束回起始 点:勾选指将标刻完成后电机回到开始加工前的坐标
位置。 零点:扩展轴零点设置选项。该选项为勾选状态,表示原点开关为常开型;不勾选状态表示原点开关为常闭型;若选项为灰色,表示设备没有零 点。
在软件中扩展轴 1 的零点输入为默认 IN0 口。不用设置也不能修改
回零速度:电机回零点时的运行大速度。
零点偏移:设置扩展轴回零动作结束后轴向正方向偏移零点的距离。 回零超 时:设定扩展轴寻找零点所用的时间。超过设定时间后系统会提示“回零超时”。同时以此时轴所在位置为零点位置。 设置完电机参数后点击确 定按钮,即可回到图 8-25 所示“标尺” 界面。若已有做好的图形,可以直接使用 “打开文件”按钮打开,如图8-27 所示。
图形做好后可使用“保存文件”或“另存为”按钮进行保存。如图 8-28 所示。
如果要把做好的图形输出到工作空间,则点击“输出到工作空间”按钮,就会看到图形显示在空间里了,如下图 8-29 对话框。此时可以把图形 在平面上标刻出来。
下面举例说明一个 30cm(300mm)的直尺做法。 首先选择刻度尺的类型为直 尺,设置好电机的参数后,在图 8-23 中点击“增加”按钮后进入图 8-24 设置刻度线。
设置长的十分刻度线:从 0 到 300mm 中的十分线,每隔 10mm 标 刻一 条,一共有 31 条。从工件的起始位置开始标刻,其长度为 7mm。因 此设置“刻度 线数”是 31,“起始刻度位置”是 0,“位置增量”是 10,起 始点坐标(0, 0),终止点坐标(0,7);再次点击“增加”按钮,设置 5 分刻度线:0 到 300 中的五分线,一 共有 30 条,从距工件起始位置 5mm 处开始标刻,每隔 10mm 标刻一条, 其长度为 5mm ,因此“刻度线数”是 30,“起始刻度位置”是 5,“位置 增量”是 10,起 始点坐标(0,0),终止点坐标(0,5);设置 1 分刻度线:0 到 300 中的一分线,一共有 240 条,为了避免与 10 分刻度线和 5 分刻度线重合,1 分刻度线需要设置四次:依次从距工件 起始位置1mm,2mm,3mm,4mm 处开始标刻,每隔 5mm 标刻一条,其 长度为 3mm ,因此“刻度线数”都是 60,“起始刻度位置”依次是 1,2,3,4,“位置增量”都是 5,起始点坐标都是(0,0),终止点坐标都是(0, 3);
设置刻度值:首先选择类型为“刻度值”,然后进行编辑:只输入十 分刻度线 的刻度值,因此“刻度线数”是 31,“起始刻度位置”是 0,“位 置增量”是 10,“起始刻度值”是 0,“刻度增量值”是 10,起始点坐标是 (0,0),终止 点坐标是(0,8);
设置刻度尺的单位:选择“文本”,“刻度线数”是 1,“起始刻度位置” 和“起始点”根据实际情况填入,并输入要显示的文本内容。后在图 8-23 中显示为:
至此,30cm 的直尺就做好了,单击“标刻”即可进行加工