

激光打标机软件ezcad中菜单下的分割标刻2功能介绍及其操作设置
“分割标刻 2”模块可以用来做大幅面拼接,可以选择只使用一个扩 展轴做 X向拼接或旋转拼接,也可以选择两个扩展轴做 XY 双向拼接。其 功能菜单如图 8-32 所示:
其操作对话框如图 8-33 所示

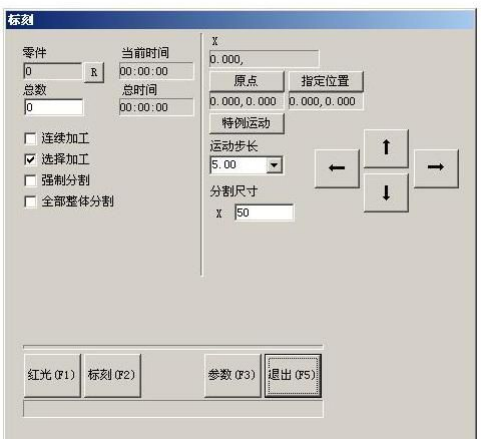
“运动步长” 相对于平台运动来说指的是当用户每一次按键盘移动 扩展轴时要移动的距离,相对于转轴运动来说指的是运动的圆周距离。按 Pageup 键可以增加运动步长,按 Pagedown 键可以减小运动步长。
当扩展轴为 X 轴时,按键盘 CTRL+Left 键一次或点击可以使扩展轴 X 向左移动一个当前步长的距离;按键盘 CTRL+Right 键一次可以使扩展轴 X 向右移动一个当前步长的距离。
当扩展轴为 Y 轴时,按键盘 CTRL+Down 键一次可以使扩展轴 Y 向下 移动一个当前步长的距离;按键盘 CTRL+Up 键一次可以使扩展轴 Y 向上移动一个当前步长的距离。
当扩展轴为 Z 轴时,按键盘 CTRL+Down 键一次可以使扩展轴 Z 向下 移动一个当前步长的距离;按键盘 CTRL+Up 键一次可以使扩展轴 Z 向上移动一个当前步长的距离。
点击界面上的方向键也可移动扩展轴 “分割尺寸”指在拼图加工时,与扩展轴对应的振镜轴每次所加工的尺寸范围。
注意:分割尺寸的大小对整个拼图加工非常重要,它直接影响拼图加工 的时间和效果。
“零件”:显示框为灰色,即不可人为更改的显示,它表示当前加工 工件的数目,是随计算机自动变化的。它后面的“R”按钮为清零按钮。
“总数”:在使用“选择加工”时,限定加工的总数,当加工数目达 到要求时,软件自动停止加工。
“连续加工”:勾选此项表示软件会不停的加工,直到人为停止。 “选择加工”:勾选此项表示软件只加工在显示框中选中的内容。 “强制分割”:指在加工一个图形对象时,无论子对象(列入群组中的一个对象)的尺寸有多大,都把对象按照分割尺寸把图形分割成一块块 相邻的图形块进行加工。如图 8-34-a 图 8-34-b 所示(图示为 X 项分割,Y 项相同),图8-34-a 不使用强制分割时的分割示意图,图 8-34-b 为选择强制分割的分割示意图(此时则系统把两个内容作为一个整体从左到右进行 分割标刻)。其中,两图的分割尺寸均为 18。
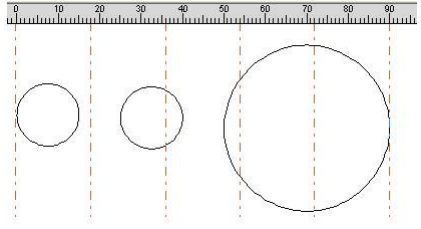
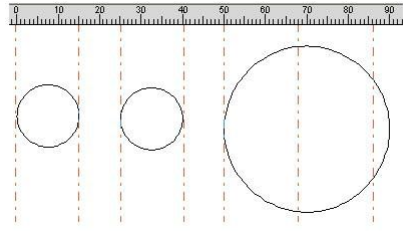
图 8-34-a 中,由于前两个小圆的尺寸小于分割尺寸,在不使用强制分割时,软件把他们单独一次完整打出,而后面的大圆因为尺寸大于分割尺 寸,软件就会对他进行分割。即,在不使用强制分割时,软件对每个内容 进行单独计算(起始点为每个内容的左侧),尺寸小于分割尺寸的一次打 出,尺寸大于分割尺寸的,分多次打出。软件每次只打出在分割尺寸范围 内的内容,剩余的会在电机运动后打出。图 8-34-b 中,系统把整个文本作为一个整体从左到右进行分割标刻,无论子对象的尺寸有多大,都把对象 按照分割尺寸把图形分割成一块块相邻的图形块进行加工。
全部整体分割:当对象列表中有多个对象的时候,将列表中所有对象 作为一个整体来按照分割尺寸加工,先标刻在分割尺寸之内的对象,然后 将其余超过分割尺寸的对象以拼接的方式标刻;
原点:当用户点击原点按钮,弹出设置原点对话框,如图 8-35 所示。
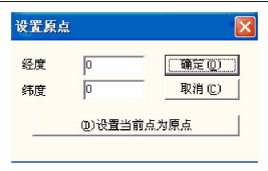
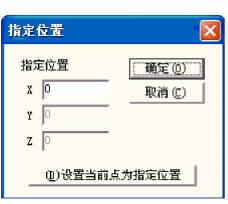
在此对话框中用户可以设置当前扩展轴的原点位置。用户可在经度纬 度后直接输入原点坐标,也可以点击“(D)设置当前点为原点”按钮,自动设置当前坐标为原点坐标。 指定位置:点击“指定位置”按钮后,弹出指定位置对话框,图 8-36
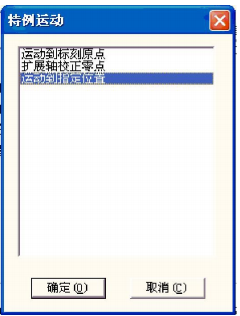
在对话框中设定指定位置 当用户点击特例运动按钮,弹出特例运动对话框,如图8-37 所示。
运动到标刻原点:指使当前扩展轴运动到设置的原点位置。 扩展轴校正原点:
指使当前扩展轴运动自动寻找零点信号并复位坐标系。
运动到指定位置:指使当前扩展轴运动到设定的指定位置
设定扩展轴参数,点击图 8-33 中“参数”按钮出现图 8-38 所示对话框:
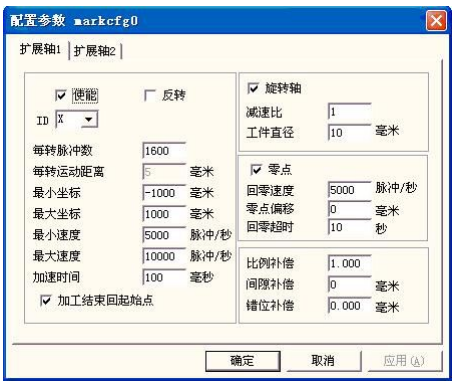
各参数的功能定义 使能:使能当前扩展轴,选中此项,则表示扩展轴可用。
ID : 设置当前扩展轴对应的轴号。
ID 为 X 时系统进行 X 轴方向的拼图加工。 ID为 Y 时 Y 轴方向的拼图加工。
ID 为 Z 时 Z 轴方向的定位加工。
每转脉冲数:扩展轴电机旋转一周所需要的脉冲数。通过下面的公式 我们就可以计算出软件所需要的每转脉冲数 X:
X=(360/N)* n
其中
X 表示每转脉冲数;
N 表示我们使用的电机的步距角; n表示的是驱动器设定的细分数;
小坐标:扩展轴能运动到的小逻辑坐标。当扩展轴运动的目标坐 标小于小逻辑坐标时系统会提示超出加工范围。
大坐标:扩展轴能运动到的大逻辑坐标。当扩展轴运动的目标坐
标大于大逻辑坐标时系统会提示超出加工范围。 小
速度:扩展轴能运动的小速度。 大速度:扩展轴能运动的大速度。
加速时间:扩展轴从小速度加速运动到大速度所需要的时间。 结束回起始点:在加工完毕时,让扩展轴移动回到加工前平台所在的位置。
旋转轴:选中表示设置当前扩展轴为旋转轴。运动方式为旋转运动否 则表示使用的是平面拼图加工或是 Z 轴定位加工。
减速比:电机如果是直接连接到转轴上则减速比为 1,如果中间有减 速机构,则为减速机构的减速比。
工件直径:当前要加工的工件的直径。如果扩展轴为旋转轴则工件直 径是系统计算运动距离的重要参数,必须按照实际准确填写。
零点:当前扩展轴是否有零点信号。当扩展轴没有使能零点信号,则 扩展轴无法建立一个坐标系,所以在加工一批工件时,需要人为调整 位置让每次加工都在同一个位置加工,为了方便我们每次加工都在同一个 位置加工,系统每次加工前都把当前扩展轴位置作为默认的原点位置,当 加工一个工件完毕时,系统自动把扩展轴移动回到开始加工前的位置,这 样加工每个工件都会在同一位置。
回零速度:扩展轴寻找零点信号时的运动速度。
零点偏移:当前扩展轴寻找到零点信号后的离开零点的距离。 回零超时:设定扩展轴寻找零点时所用的时间,如果超过这个时间系统就会提示“回零超时”。
比例补偿:扩展轴的每个脉冲对应的移动距离的比例系数,调节此参 数可消除拼接处分离或重合等现象。
间隙补偿:也叫反向间隙补偿,补偿在运动方向时齿轮间的间隙误差。 错位补偿:当机械制造的误差比较大时,在平面拼图加工时会导致错位的现象,调节此参数可消除错位现象。 将所有参数设定好后就可以按“标刻”按钮开始加工了。
提示:
- 用外部校正文件(Corfile)做整体的线性校正,保证效果 的一致性。
- 工作台水平、电机稳定旋转以及好的光模式,是标刻出佳 效果的关键。