
激光打标机软件金橙子EzCad如何修改打开时的欢迎界面及标题栏
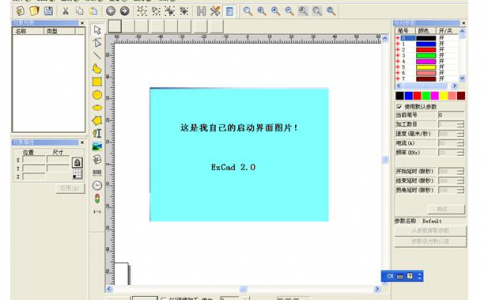
激光打标机软件金橙子EzCad如何修改打开时的欢迎界面 欢迎界面是一幅BMP文件格式的照片,位于EzCad2.1文件目录下的“Logo.bmp”。假如您需要定制自身的启动欢迎界面,那么需要做一幅BMP文件格式的照片。将EzCad2.1文件目录下的“Logo.bmp”照片删掉,随后将自身制做的照片拷贝到EzCad2.1文件目录下,改名为“Logo.bmp”只能。运作EzCad.exe可以看界面早已变成刚刚修改的图。如图所示标题栏的修改 打开“Ezcad \LANG”文件夹,这儿置放的是EZCAD软…
激光打标机打标软件金橙子ezcad多工位加工模块使用说明
激光打标机打标软件金橙子ezcad多工位加工模块概述: “多工位加工模块”主要用于将同样的内容标刻在一个物体的不同位置上,在某些特殊应用场合中,可以大大提高工作效率。用户可根据实际情况设置每个位置上加工的特性,以适应不同的情况。 激光打标机打标软件金橙子ezcad多工位加工模块使用方法 首先在软件中绘制出所要标刻内容的图形,并将其放置在原点位置。单击菜单栏上的“激光”菜单,选择其中的“多工位加工模块”,如图 1 所示。 多工位加工模块界面如图 2 所示。当前工位:当前将要加工的工位,可以人为更改…
金橙子板卡激光打标机系统参数设定方法步骤教程教学详解
导读:激光打标机因为其特性出色,早已很多的被广大群众采用,大伙儿在应用激光打标机的那时候,有关基本参数,许多人的定义较为模糊不清,今日岚光科技激小编成大伙儿详尽解读一激光打标机主要参数设置 : 先,激光主要参数還是设看一遍,可是选用交叉线添充具体方法,也就等于激光打标了2遍.参照主要参数给出:a):镭雕頻率(frequency)设成高频,激光打标机依照标志方式的不一样,激光打码软件机器设备能够分成刻划式和点阵式二种。现阶段市场中出现的激光打标设备大多数是刻划式的,而新式的激光打标设备则是选用新式…

激光打标机金橙子打标软件ezcad如何更改软件显示语言?本地语言文件如何添加?
EzCad 软件支持界面语言的本地化,用户只需要使用一个语言包文件,就可以轻易的将软件界面语言修改为本地文字。本文描述了如何新建该语言文件,并修改软件配置以显示该语言的方法。在 EzCad 软件目录中,子目录 Lang 中保存的为语言包文件。软件默认内置了英文(Lang_enu.ini)和简体中文(Lang_chs.ini)两种语言的语言包。用户可自行建立语言包文件,使软件显示自定义的文字。面以建立繁体中文语言包为例,说明步骤如下:1. 打开 Lang 文件夹。 2. 新建一个文本文档,并修改文…

激光打标机使用金橙子ezcad打标软件如何设置打标条码效果?使其更加美观,易扫描
一. 操作流程 1.目的 为了使条码在打标上更加美观,更加精准,易于打标和扫描。 2.适用范围 本操作指导书适用于北京金橙子激光器控制打标卡系统。 3.工作程序 3.1 作业前准备工作 1)组装设备(配有北京金橙子激光控制打标卡及配套标准打标软件)。2)调整焦距。调整振镜头与加工水平平台之间的高度,使激光在其焦距上。3)做校正。用软件对使用的振镜头进行校正(可采用内部校正和外部校正)。 3.2 操作 1)理想光斑排布为了保证线的准直和线间距大小,将光斑的排布成“井”字排列,这样排列的光斑打标出来…
