

光纤激光打标机激光器常见故障有哪些?怎样进行保养?
大家在使用光纤激光打标机的时候,如果操作不当,或者是其他方面的原因,就会造成光纤激光打标机的故障问题,那么光纤激光打标机激光器常见故障有哪些?怎样进行保养呢?今天岚光科技就给大家介绍下。 光纤激光打标机激光器常见故障 光纤激光打标机激光器常见故障及解决办法 常见故障一 打标尺寸不对 可能问题 1.控制打标尺寸校正文件不对 2.焦距不对 3.材料表面不平整或没放平整 4.工作台不平 检修路径 用钢尺测量焦距是否正确 解决措施 1.重新校正控制打标尺寸文件2.调整焦距3.材料压平整,放平整 …

激光器打标机不出激光怎么办 激光器打标机怎么维护
激光器打标机是很多企业都会用到的设备,而在激光器打标机的使用过程中,有可能会出现一些故障,比如不出激光。接下来岚光科技就给大家介绍激光器打标机不出激光怎么办,激光器打标机怎么维护? 激光器打标机不出激光 激光器打标机不出激光怎么办 激光器打标机不出激光的话,岚光科技认为要先检查 USB 板卡上的激光器控制线是否松动,检查激光器供电 24V 开关电源是否正常,检查激光器散热风扇工作是否正常。检查振镜 XY 状态指示灯是否正常,检查振镜接线是否松动,检查振镜开关电源供电是否正常检查 US…

怎么识别激光打标机的激光器和振镜为进口? 一起研究下
怎么识别激光打标机的激光器和振镜为进口?对于这个问题,也很多的朋友们在使用激光打标机的时候,会遇到的,大家想不想学习识别的方法呢?那么,就不要错过岚光科技分享的内容。 激光打标机的激光器 1、激光打标机 岚光科技指出激光打标机(lasermarkingmachine)是用激光束在各种不同的物质表面打上长时间的标记。打标的效应是通过表层物质的蒸发露出深层物质,从而刻出精美的图案、商标和文字,激光打标机主要分为,CO2激光打标机,半导体激光打标机、光纤激光打标机和YAG激光打标机,目前激…
请问用PLC怎么控制光纤激光器和二氧化碳激光器?
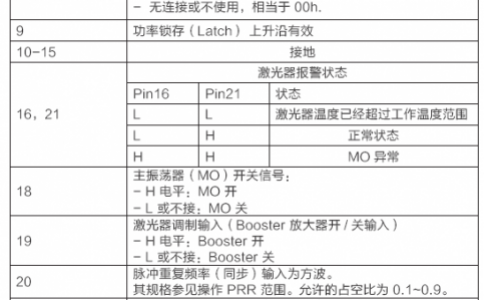
问题: 3 有个项目用激光打孔,需要用到光纤激光器和CO2激光器,请问如何控制?我们一般是用激光打标卡来控制的,现在不用打标卡,用PLC控制激光的功率和开关关光,如何实现呢? 回答: CO2激光器的控制相当简单,无非就是一个PWM信号和一个开关光信号。光纤激光器的如果用PLC控制就比较复杂了。主要是首先要了解光纤激光器的控制接口定义,国内的光纤激光器主要是锐科和创鑫,两者的控制都是一样的。现在我以创鑫激光器为例来说明:创鑫光纤激光器有个DB25接口,其中:在管脚描述中所有的控制Pin 均为TTL…
了解各种激光打标机的激光器使用寿命
科学技术的发展推进着现代化的进程,激光打标机行业也变成一个热门的行业,与人们的生活更加的贴近,已经广泛的应用在每个行业,它被评定为是这种有将会完全替代传统打标加工方法的创新产品;今天我们就来分析下各种激光打标机的激光器使用寿命,就市面上出现比较多的有紫外激光器、光纤激光器、CO2激光器这些。 紫外激光打标采用355nm的紫外激光器研发而成,该机采用三阶腔内倍频技术同红外激光比较,355紫外光聚焦光点极小,能在很大程度上降低材料的机械变形且加工热危害小,紫外激光器有效出光时间1.2万~1.4万个小…
使用贝林紫外激光器的紫外激光打标机测试玻璃打标效果展示
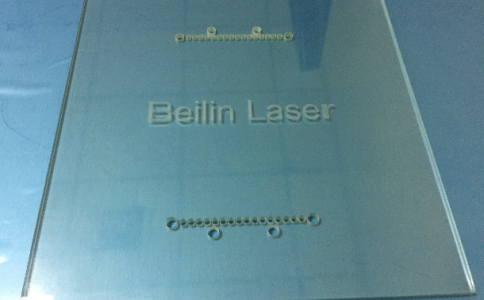
紫外激光在平面玻璃上打标,和激光器的峰值输出功率、后聚焦光点尺寸、及振镜速度都有直接关系。我们发现有时大功率激光器的光没有在玻璃表面蚀刻,也会直接透过去。这意味着激光器峰值输出功率不够,或者是能量密度不够集中。峰值输出功率受激光器结晶,脉宽与频段影响着,脉宽越窄,频段越低,激光器的峰值输出功率则越高。能量密度受光点大小、激光束的光线质量M2(考量激光束的标准,指激光束靠近高斯光束的值,高斯光束M2=1)所影响着。光点大小可以通过使用高倍率的扩束镜来改变,M2只能由激光器本身的光线质量来决定,M2…
