激光打标与激光打标机概述:1.3.2激光打标机系统组成
1.打标机激光器系统
目前,激光打标机的激光器波长范围从紫外激光到中红外激光都有成熟运用,图1-32给 出了适用于打标应用的激光波长。

(1) Co2激光器:工作波长为10604 nm,广泛用于标记纸张和木材等有机材料,同时也能标 记印刷电路板(PCB板)和玻璃。图1-33显示了 C02激光打标机在PCB电路板上打标的效果。
(2) 掺镱光纤激光器:工作波长为1070 nm,适用金属和塑料材料,使用寿命长,光电效 率高、维护需求简单,使用成本低。图1-34显示了光纤激光打标机在玻璃纤维(glass-filled plastic)材料上打标的效果。


(3) Nd : YV04激光器:工作波长为1064 nm,激光峰值功率高、脉冲宽度窄,在高分辨 率精细打标中得到应用。
(4) 绿光激光器:工作波长为532 nm,适用在塑料、硅材料上的清晰打标,还能在金、银 等反光性强的材料上实现高质量打标。
(5) 紫外激光器:工作波长为355 nm,几乎能适用所有材料,特别适用在塑料上打标以 及在金属材料上的低热量打标。
绿光激光器和紫外激光器通常是将YV04激光器的输出借助晶体元件倍频,将输出光的 波长从1064 nm分别变换到532 nm和355 nm。
(6) Nd : YAG激光器:用于大面积和深度雕刻金属等要求较高激光功率(50〜100 W)
的应用场合。 •
上述每种激光器提供不同的输出波长,并且具有不同的峰值功率和脉冲宽度等光学属 性,要根据所要标记的材料,以及用户对标记的清晰度、字符大小和输人到零件的热量等要 求,选用不同的激光器波长。
除了能够实现打标加工外,激光打标机通常还具备一定的切割、钻孔、抛光、划线、刮削 等加工能力。
2.打标机导光及聚焦系统
振镜式(galvanometer)激光打标机应用为普遍,我们以它来了解打标机各系统。
1)振镜式激光打标机导光及聚焦系统主要光学器件
打开各类振镜式激光打标机的光具座外罩,除了激光器不同以外,我们可以看到有指示 红光、合束镜、扩束镜等光学器件安装在光具座内部,有振镜和平场透镜等光学器件(又称打 标头)装在光具座外部,如图1-35所示。
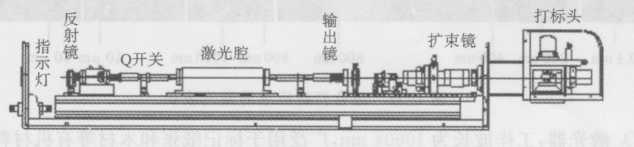
上述器件构成振镜式激光打标机的导光及聚焦系统,激光传导路径可以简单表述为:激 光器—(合束镜,如果有必要)—扩束镜—振镜—聚焦透镜(场镜)—工件。
2)振镜式激光打标机导光及聚焦系统的聚焦方式
按聚焦镜的位置不同,光路系统分为前聚焦和后聚焦两种方式。
(1)后聚焦方式:在后聚焦方式中,聚焦镜安装在振镜系统之后,是导光及聚焦系统后 一个器件,如图1-36所示。
加工范围与聚焦镜焦距成正比,后聚焦方式聚焦后光斑直径较细,但加工范围比较小。 振镜式激光打标机一般采用后聚焦方式,将聚焦透镜安装在振镜的后面。
聚焦透镜是/-0平场透镜,不管光束如何移动.它的焦点位置始终大致保持在一个平面 上,保证了在加工区域内的激光光斑大小与能量密度一致,有效地提高了加工质量。
另外,后聚焦方式可以根据加工范围的大小和加工状况随时更换聚焦镜,为设备的维护 维修提供了极大的便利。
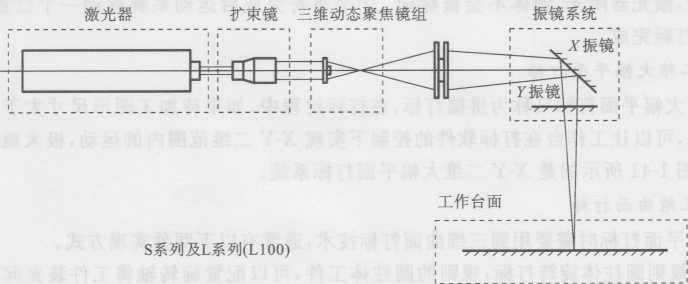
(2)前聚焦方式:在前聚焦方式中,聚焦镜安装在振镜系统之前,如图1-37所示。
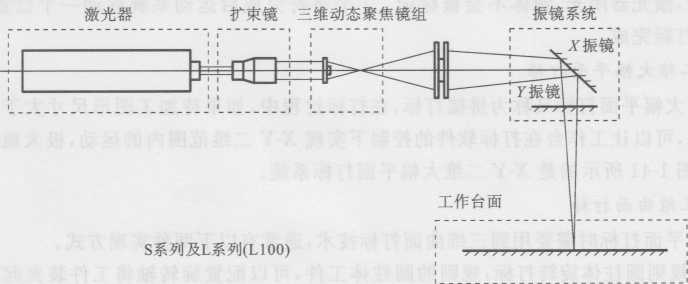
由于前聚焦方式的光程较长,前聚焦方式聚焦后的光斑直径比较粗,但加工范围较大。 为了克服前聚焦方式聚焦后的光斑直径比较粗的缺点,同时保留加工范围较大的优点, 可以在固定聚焦镜的前面加一个动态聚焦镜,通过改变动态聚焦镜的位置可以使得整个打 标幅面上离开原点的光斑直径和位于振镜原点的光斑直径基本一致,实现小光斑、大幅面激 光打标,如图1-38所不。
振镜式大幅面激光加工设备的导光及聚焦系统基本上都是采用上述结构。
3.打标机运动系统案例
经过适当组合,激光打标机运动系统可以实现 一维在线打标、二维大幅平面打标、三维曲面打标 等不同形式的打标。
1) 一维在线打标
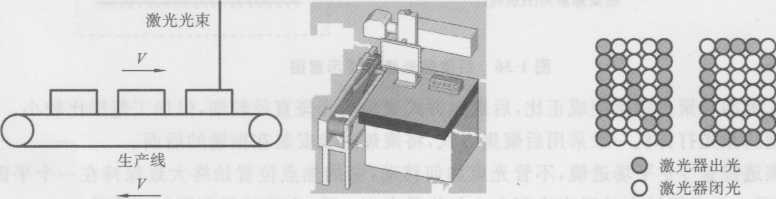
一维在线打标又称为飞行激光打标,主要用于 在各类产品表面或外包装物表面进行在线式打标。 在打标过程中,产品在生产线上不停的一维流动, 极大地提高了打标的效率,如图1-39所示。
打标机运动系统和激光器出光点阵的完美配合才能实现一维在线打标。
图1-40表示了 5X7的点阵字符“N”和“C”标记的实现过程。
的过程示意图
当振镜扫描到黑色位置时,激光器打标出光,物体被激光标记一个点,当振镜扫描到白 色位置时,激光器闭光,物体不会被标记。7个字符完成后运动系统移动一个位置,循环往 复,直到打标完成。
2) 二维大幅平面打标
二维大幅平面打标又称为拼接打标,在打标过程中,如果待加工图形尺寸大于场镜的加 工范围时,可以让工作台在打标软件的控制下实现X-Y二维范围内的运动,极大地扩展了打 标范围,图1-41所示的是X-Y二维大幅平面打标系统。
3) 三维曲面打标
在非平面打标时需要用到三维曲面打标技术,通常有以下两种实现方式。
(1) 规则圆柱体旋转打标:规则的圆柱体工件,可以配置旋转轴将工件装夹起来进行旋 转打标,如图1-42所示。
(2) 不规则曲面打标:目前,实现不规则曲面打标的理想方案主要是在激光光路输出端 的激光扩束镜后安装一个动态聚焦镜,实现在圆柱体、球面、斜面和多层零件上打标,如图 1-43所示。
4.激光打标机控制系统
1)振镜式激光打标机的主要控制对象
振镜式激光打标机控制系统的主要控制对象有两个器件:一个是激光器;另一个是振镜系


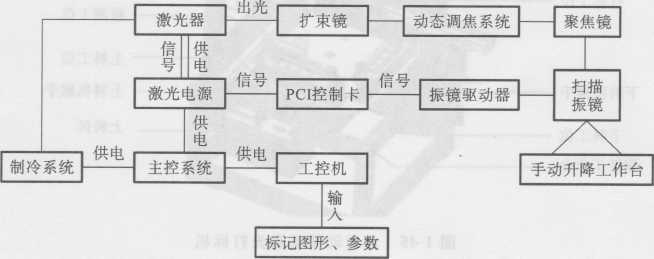
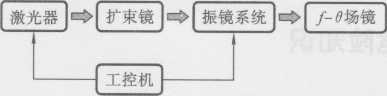
图1-44振镜式激光打标机控制系统主要对象
2)振镜式激光打标机控制系统
振镜式激光打标机控制系统由硬件系统和软件系统两个部分组成。
硬件系统包括工控机、打标控制卡、振镜、激光电源等器件,其中工控机通过打标控制卡 发出控制指令,激光器、振镜和激光电源完成控制动作,其核心是工控机和打标控制卡。
软件系统包括工控机操作系统、各类应用软件和专业打标软件等。
5.激光打标机传感与检测系统
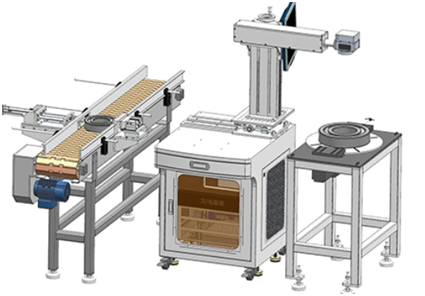
目前,激光打标机传感与检测系统使用广泛的是打标视觉定位系统,如图1-45所示的
全自动视觉激光打标机,摄像机及光源构成视觉检测系统,完成工件图像的采集工作并给激 光器等主要器件发出控制指令。
6.激光打标机冷却与辅助系统
1) 激光打标机冷却系统类型及选型
打标机冷却方式根据所选用激光器的冷却方式确认,有水冷和风冷两种方式,水冷系统 一般采用单独制冷装置。
2) 激光打标机烟雾净化器类型及选型
与冷却系统一样,激光打标机烟雾净化器一般也采用独立净化装置。